
Ploché oválné trubicejsou ploché oválné v průřezu (dlouhá osa 80-200 mm, krátká osa 30-80 mm) a problémy, jako je průřezová skewness a nadměrné otřepy, se vyskytují při řezání pravých úhlů. Pro dosažení přesného zpracování jsou nutné profesionální procesy a nástroje, aby bylo zajištěno kvality následného svařování nebo montáže.
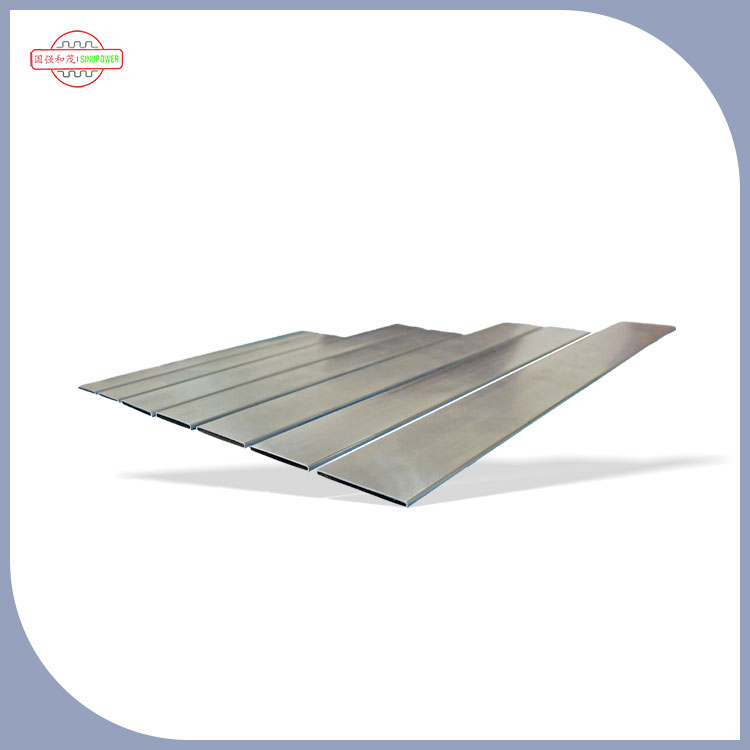
Obtížnost řezání je soustředěna na průřezové charakteristiky. Asymetrická struktura plochých oválných trubek ztěžuje zajištění přesnosti správného úhlu tradiční univerzální metody. Pokud je odchylka úhlu řezu větší než 1 °, mezera kloubu zadku překročí 0,5 mm, což ovlivňuje sílu svařování. Kromě toho, když je tloušťka stěny trubice (obvykle 2-5 mm) nerovnoměrná, je náchylné k lokálnímu přehřátí a deformaci náchylné. Zejména při zpracování materiálů z nerezové oceli způsobí, že se vysoká teplota vytvoří oxidová měřítko, což zvyšuje následné náklady na broušení.
Výběr nástroje musí odpovídat materiálu a specifikacím. U nízkohlíkových ocelových plochých oválných zkumavek se doporučuje řezání plazmy (proud 80-120a) s řeznou rychlostí 10-15 mm/s a chybu vertikáty v řezu lze řídit do 0,3 mm/m; U materiálů z nerezové oceli je preferováno řezání laseru (výkon 500-1000W), což realizuje bezkontaktní zpracování prostřednictvím vysoce energetických světelných paprsků přenášených optickými vlákny, s tepelně postiženou zónou <0,1 mm, aby se zabránilo intergranulární korozi. Tenkostěnné zkumavky (tloušťka <3 mm) mohou používat řezání drátu CNC s přesností ± 0,01 mm, což je vhodné pro zpracování přesných komponent.
Proces provozu se zaměřuje na umístění a nastavení parametrů. Před řezem je třeba potrubí kování upevnit příslušenstvím, aby se zajistilo, že řezací linie je kolmá k ose (odchylka ≤0,5 °) a upínací síla je řízena při 5-10 MPA, aby se zabránilo deformaci; Během řezání plazmy je tryska udržována 3-5 mm daleko od stěny potrubí a tlak plynu (vzduch nebo dusík) je nastaven na 0,6-0,8 MPA, aby se zabránilo divergenci oblouku; Řezání laseru musí upravit zaostřovací polohu podle tloušťky stěny a zaostření potrubí silně stěn je nastaveno dolů na 1/3 stěny potrubí, aby se zlepšila penetrace řezání.
Následné zpracování ovlivňuje konečnou kvalitu. Po řezání je k odstranění otřepů nutná úhel mlýnky (s mroukanem 120 grit), aby se zhodnotila drsnost průřezu RA <122,5 μm; Potrubí z nerezové oceli musí být pasivovány (ponořeny do roztoku kyseliny dusičné po dobu 10-15 minut), aby se zabránilo rezivu na řezu. U scén s požadavky na vysokou přesnost (jako je sestavení výfukových potrubí automobilů) je třeba detekovat odchylku pravého úhlu tří-souřadnicovým měřicím nástrojem, aby se zajistilo, že splňuje standard tolerance ± 0,1 °.
Řezání pravých úhlů na flat oválné trubiceVyžaduje zvážení výkonu zařízení a podrobností o procesu. Prostřednictvím přesného umístění, optimalizace parametrů a následného zpracování lze dosáhnout hladkého průřezu a přesného úhlu úhlu zpracování, což poskytuje základní záruku pro těsnění a strukturální sílu připojení potrubí.